 24小时服务电话:
24小时服务电话:








深圳冠艺产品结构设计知识大纲赶紧收藏
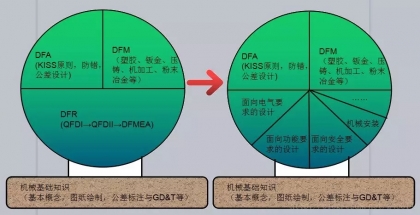
产品结构设计包括形状、壁厚、脱模斜度、加强筋、标志、底部支承面、圆角、孔、花纹等多个方面,良好的塑料产品既要美观大方、好用,又要便于成型。产品设计中所涉及的产品结构设计,主要是产品的外部壳体结构设计。目前壳体材料主要是金属材料通过钣金冲压工艺成型和塑料通过注塑工艺成型。那么下面小遍带大家看看冠艺产品结构设计知识大纲是否值得深圳工业设计公司收藏借鉴呢?

1. 拔模斜度光面上不小于1度,蚀纹面不小于3度。
2. 透明件的孔,从前模碰到后模,拔模斜度留在前模;不透明件的孔,尽量将分型面留在中间,小部分(约1/3)留前模,大部分留后模,前后模碰穿处错位0.2,前后面分别以孔的轮廓线为基准拔模1度与3度。
3. 骨架模型中规划好是否需要美工线,如果需要美工线的,就在骨架模型中做一段直身位,把美工线做在阳止口那一面。
4. 两个壳之间在分型面处零配,止口处留0.2mm厚度间隙,留0.1mm的侧向间隙。止口根部倒C0.3的角,防止出现应力痕。阴止口处的料厚尽量不小于均匀壁厚的2/3。反止口如果受空间限制不够宽,尽量做双排形式的。
5. 超声焊接线做在阳止口上,用于焊接部分的截面是高度为0.3mm的正三角形。如果不防水,为了减小超声功率,将超声线做成一段一段的(段的长度待了解),转角处需断开。
6. 螺钉柱外务必加骨位防爆,骨位低于螺柱端面不小于0.5mm,螺钉孔加倒角。
7. 壳体在避开内部硬件后,在合理分布骨位保证壳体的强度,骨位同时还改善注塑时走胶条件。电池仓或者其他仓体下面一般会有大平面,平面下部尽量分布一些骨位以改善走胶,否则容易出现流痕。
8. 壳体包裹硬件时,要适当设置对碰的支承夹紧硬件,一是增加机器在使用中的刚性,二是增加机器整体的搞冲击强度。这种结构形式尤其要注意用在液晶屏的周围,让冲击外壳的力在壳体间传递,而不会冲击到液晶屏。
9. 液晶屏四个角落的壳体围骨,需要局部减胶,防止冲出壳体的力破坏液晶屏。锁紧液晶屏的力点尽量安排在屏的四个角落,防止角落处受力下陷。包围液晶屏的围骨上边缘要倒C角以方便装配入位,侧间隙留0.1。预装配液晶屏的扣位与屏的侧间隙不小于0.2,厚度方向间隙0.1,扣合量0.8~1.0。要加强液晶屏后壳的刚度,不要让液晶屏的背面局部受力,屏围骨可以局部支撑到后壳,都是为了防止出现水波纹。如果屏的后壳受支承力,务必给后壳与液晶背面留出足够的变形空间,否则可能使屏背面受力。
10. 壳体上视口通框单边比AA区域大0.5~0.8,密封/缓冲泡棉或软胶单边比视口通框大至少0.5。
11. 公母扣的扣合量一般不小于0.8,宽度常用8mm。公扣位于阴止口处,母扣位于阳止口处。公扣中间安排两处减胶位,以不损失其强度为准。母扣不做通,其背面留0.3~0.5的封胶位以便于容纳冷料,增加母扣上面横梁的强度。公母扣上面倒角方便入位,母扣下面避空位倒大C角以改善走胶。
12. MIC孔不小于φ1.2,长方形的不小于3×0.8,里面不要留音腔。MIC背面设置支承结构。
13. 镜片背面首先考虑做成平面,其次做成大弧面,以方便丝印与褙胶。褙胶处单边宽度一般不小于2mm,厚度0.15,侧间隙0.1。不防水时常用的胶是3M9495。
14. 活动的零件,要进行运动干涉检查,注意其在极限位置的限位结构,装配其极限位置以便结构设计参考,注意自起始位置的入位导向与校正。
15. 软胶键的平面弹臂厚度0.3,软胶键粒到侧边的距离不宜太小,否则影响按键手感,目前做得最小的是2.3,手感还好。按锅仔的凸点一般是φ2,高0.3,与锅仔间隙0.05。软胶键粒可以做成实芯的,一般不会影响手感。键粒与键帽侧间隙、厚度间隙分别预留0.05。软胶的硬度为55度。
16. 锅仔贴在一块薄膜上,薄膜上要做定位孔以方便装配到PCB上,PCB上有相应孔与其对齐,与PCB需要接地连接,接地位置安排4个左右。
17. 在不影响外观的情况下,尽量不要让两个零件大面积配合,减少变形引起配合错位。
18. 凡是有扣位的地方,如果是插穿出来的,看看镶件的大小是否够强,一般宽度不小于3;斜顶出来的,看看顶出行程是否够。
19. 需要锁的一对螺柱柱之间,二者端面的轴向间隙留0.05。
20. 防水结构的防水密封处,转折尽量平缓。密封硅胶的压缩率一般定义为20%,硬度为55度。如果是大平面接触的话,密封部分尽量通过筋条实现,以防止因大平面受力导致密封不良。
以上由深圳冠艺工业设计公司总结的20个产品结构设计知识大纲,想了解更多请登录我们的官网查看。
相关推荐:产品结构设计主要有哪些流程?






































 在线咨询
在线咨询





